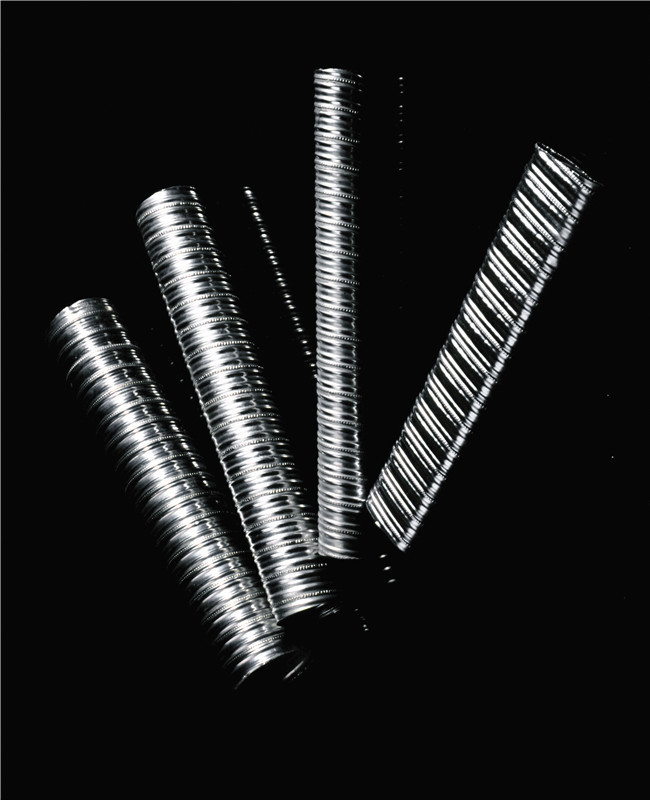
液壓成型是現階段最常見的四川金屬波紋管生產制造方式 ,成形方法分單波持續成形和多波一次成形。金屬波紋管生產廠家一般采用多波一次成形加工工藝。
四川金屬波紋管
(1)液壓成型全過程
金屬波紋管液壓成型分2個環節,第一階段管件在管中液體壓力功效下開展約束力脹形,脹形程度小,使每個成形正中間模版精準定位。
第二階段在管件內液體壓力平穩并相當于脹形壓力的狀況下,釋放軸向力,管件在軸向力和內壓力功效下軸向縮小脹形,做成金屬波紋管。
選用軸向縮小脹形,使脹形區域地應力、應變力情況獲得改進,有益于塑性形變,提升脹形指數。
(2)壓力操縱
成形第二階段的脹形壓力務必平穩,壓力值相當于約束力脹形時的壓力值。假如脹形壓力值很大,則胚料裂開。假如脹形壓力過小,則產生癟波。
液壓成形金屬波紋管的規格和樣子依成形型腔可勝各種各樣波型。液壓成形與別的脹形方法對比,優勢是非常容易獲得較高的壓力,并且壓力功效勻稱,操縱相對性非常容易,個人所得鋼件表層光潔,性價比高;缺陷是成形設備必須嚴苛密封性,防止脹形時達不上脹形壓力和液體泄露。
(3)壓力測算
金屬波紋管液壓成形時的成形力關鍵是脹形時液體企業壓力p和軸向壓縮力P。除以脹形壓力p時,為簡單化測算只考慮到脹形時圓上方位拉地應力,忽視較小的母線槽方位的拉地應力。
(4)抑制過程管理
鈦及鈦金屬原材料的壓力生產加工與碳素鋼、不銹鋼板等常見金屬材料對比,具備抗拉強度較高、妥協比大、延伸率和斷面收縮率較低、具備各種各樣、對形變速率比較敏感、表層缺點比較敏感及有冷冷作硬化趨向等特點,冷壓成型十分艱難,非常是該金屬波紋管波高是依照一般原材料開展的挑選,原材料拉申很大,提升了抑制成型難度系數。
因而,金屬波紋管原材料只有承擔形變量并不大的冷成型。另外因為鈦材的彈性模具小,冷拉回彈力量大,現階段并未獲得較精確的賠償計算方法。生產加工形變量很大的金屬波紋管,為修復波高拉申后的塑性變形,避免造成裂痕(非常是焊接及危害區一部分),務必選用按段抑制并開展淬火解決。
- 四川預應力錨具的正確使用方法
- 成都橋梁用預應力金屬波紋管能起的作用
- 四川預應力波紋管的應力怎樣核算
- 成都預應力混凝土構件的錨具出現問題解決方案
- 四川金屬波紋管補償器的使用條件分析